Welding Production
Prepared production has the following features:
- Oxygen cutting carbon and low-alloy steels with a thickness of 4 to 160 mm in any configuration (manual cutters, semiautomatic, flange-cuts, ASH-70, CNC machines).
- Plasma cutting high-alloy steels, nonferrous metals, thicknesses from 6 to 56 mm.
- Mechanical cutting:
- guillotine - up to 16mm thickness;
- circular shears - thickness 4 mm;
- press-cutters - corner 100x100x10 mm;
- mechanical hacksaw - Ø 159 mm.
- Bending of steel:
- with a yield point up to 400 ... 500MPa;
- thickness up to 120 mm (depending on width);
- maximum width of rollers - 5 meters;
- rolling of corner – 50x50x5 mm.
- Bending of tubes on the machine with HFC:
- carbon steel - up to Ø219 mm;
- alloy steel - up to Ø159 mm.
- Rectifying of plates:
- at press - with thickness up to 160 mm;
- at roll-straightening machine - with thickness up to 40 mm.
Welding production has:
- Welding technology:
- carbon;
- heat-resistant;
- stainless steel;
- austenitic steels.
- Welding process:
- manual arc welding with covered electrodes (RDE);
- gas-shielded arc welding (MIG / MAG);
- automatic submerged arc welding (AWF);
- tungsten-arc inert-gas welding (TIG);
- semi-automatic arc welding in CO2.
- electron-beam welding
- Specialized areas:
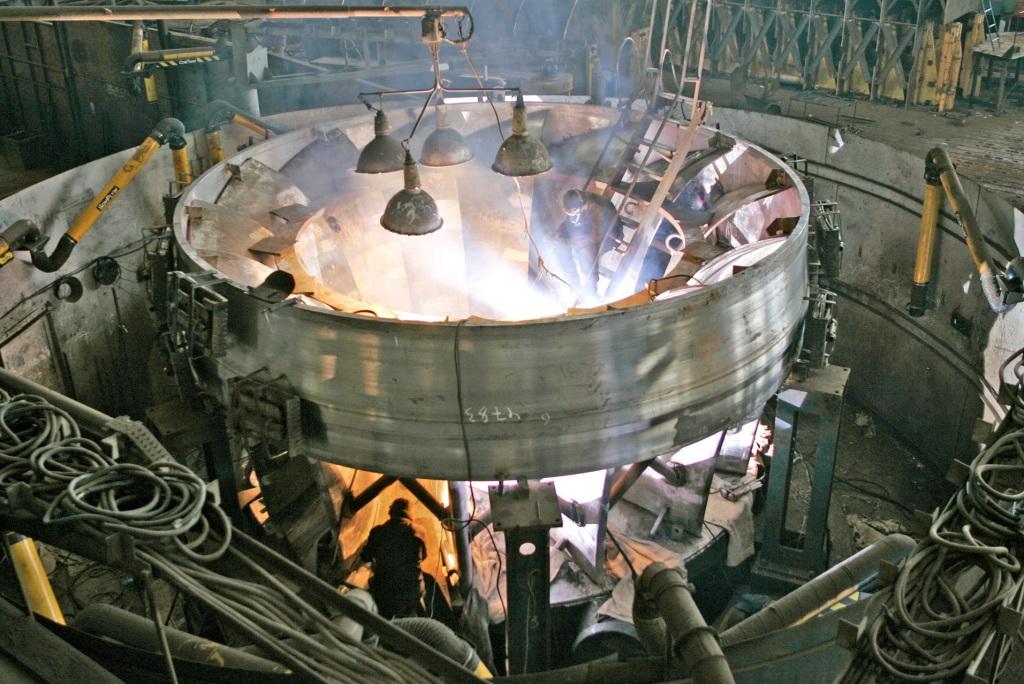
- welded rotors with weight up to 200 tons (weld in a narrow submerged treatment);
- orbital TIG welding joints "tube-tube plate (for heat exchangers);
- arc spraying (aluminum) parts of hydraulic turbines;
- welding of Francis runners;
- welded stamped blades.
- electron-beam welding of packages of steam turbine blades
- Furnaces for heat treatment of welded structures:
- length up to 13 meters
- height up to 4 meters
- width up to 5 meters,
- weight up to 200 tons.
Welding production occupies 30-35% of all production areas of the plant and has a manufacturing capacity for about 30 thousand tons of welded structures per year.
Welding production certified under requirements of ISO 3834-2:2005, Certificate No Q-014/2013 dated 26.08.2013.
Welding production has the permission of the Main Directorate of the city in Kharkov region to carry out welding, gas-flame and surfacing works.
Permission for conducting certification of welders for admission to implementation of work:
- with manual arc welding, MAW;
- with welding fusible electrode in active gases MAG;
- welding tungsten electrode in inert gas TIG;
- submerged arc welding SAW.
Department of Chief Welder has qualified personnel on welding production, including international level.
 |
 |
The main activities of Chief Welder Department:
- development of technology for preliminary works;
- development of technology for welded structures;
- design development of non-standard equipment and tooling for welding;
- rate setting of works in pre-production and welding production;
- equipment for welding with new welding equipment;
- research and development works on welding with assistance of Scientific Research Institutes, including IEW named after E.O.Paton.